
HVOF Coating Service for Industrial Wear Parts
Dense tungsten carbide, chrome carbide and alloy coatings for shafts, plungers, rollers, sleeves, pump parts and valve components.
APT provides HVOF thermal spray coating service for industrial components that require wear resistance, corrosion protection, erosion resistance and dimensional restoration. Send your drawing, base material, working condition and coating target for HVOF process review.
HVOF Service Snapshot
A quick overview of APT's HVOF coating service for dense carbide and alloy coatings.
HVOF thermal spray coating using powder feedstock for dense carbide and alloy coatings.
WC-Co-Cr, WC-Co, Cr3C2-NiCr, Ni-based alloys and selected stainless steel alloys.
Wear resistance, corrosion protection, erosion resistance and dimensional restoration.
Shafts, pump plungers, rollers, sleeves, valve parts, bearing seats and sealing surfaces.
Grinding, polishing and surface roughness coordination when final dimensions are required.
Coating thickness, hardness, metallography, porosity, roughness and report support.
When Should You Choose HVOF Coating?
HVOF is commonly selected when industrial parts require dense carbide or alloy coatings with strong wear, corrosion and erosion performance.
Severe Wear and Abrasion
For sliding wear, abrasive particles, erosion wear and high-contact industrial surfaces.
Corrosion + Erosion Conditions
For pump, valve and process components exposed to both corrosive media and mechanical wear.
Dense Carbide Coating Required
For applications where tungsten carbide or chrome carbide coating density and bond strength are important.
Shaft, Plunger and Roller Repair
For worn cylindrical parts requiring coating buildup followed by grinding or polishing.
Hard Chrome Replacement Projects
For industrial parts where dense carbide coating is considered as an alternative to hard chrome plating.
Post-Ground Precision Surfaces
For sealing surfaces, bearing seats and functional areas requiring controlled final dimensions or surface roughness.
Not sure if HVOF is suitable? Send us your drawing and working condition for review.
Ask APT for HVOF SelectionAPT HVOF Coating Equipment and Processing Capability
APT supports HVOF coating projects with JP8000 systems, robot-assisted spraying, long-shaft handling, surface preparation, cooling support and inspection capability.
- Two JP8000 HVOF spray systems for stable coating operation
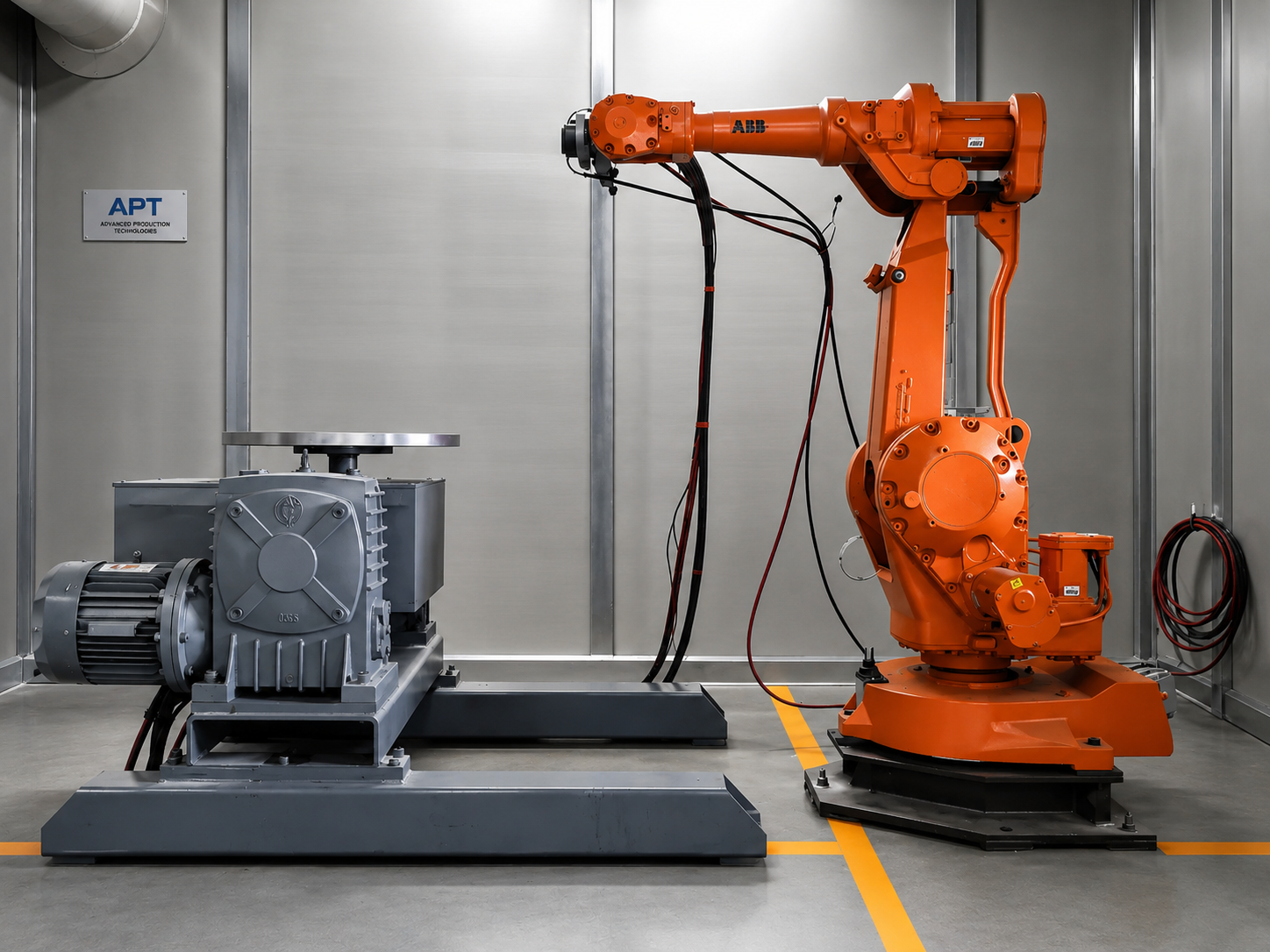
- ABB robot-assisted spraying for repeatable spray path control
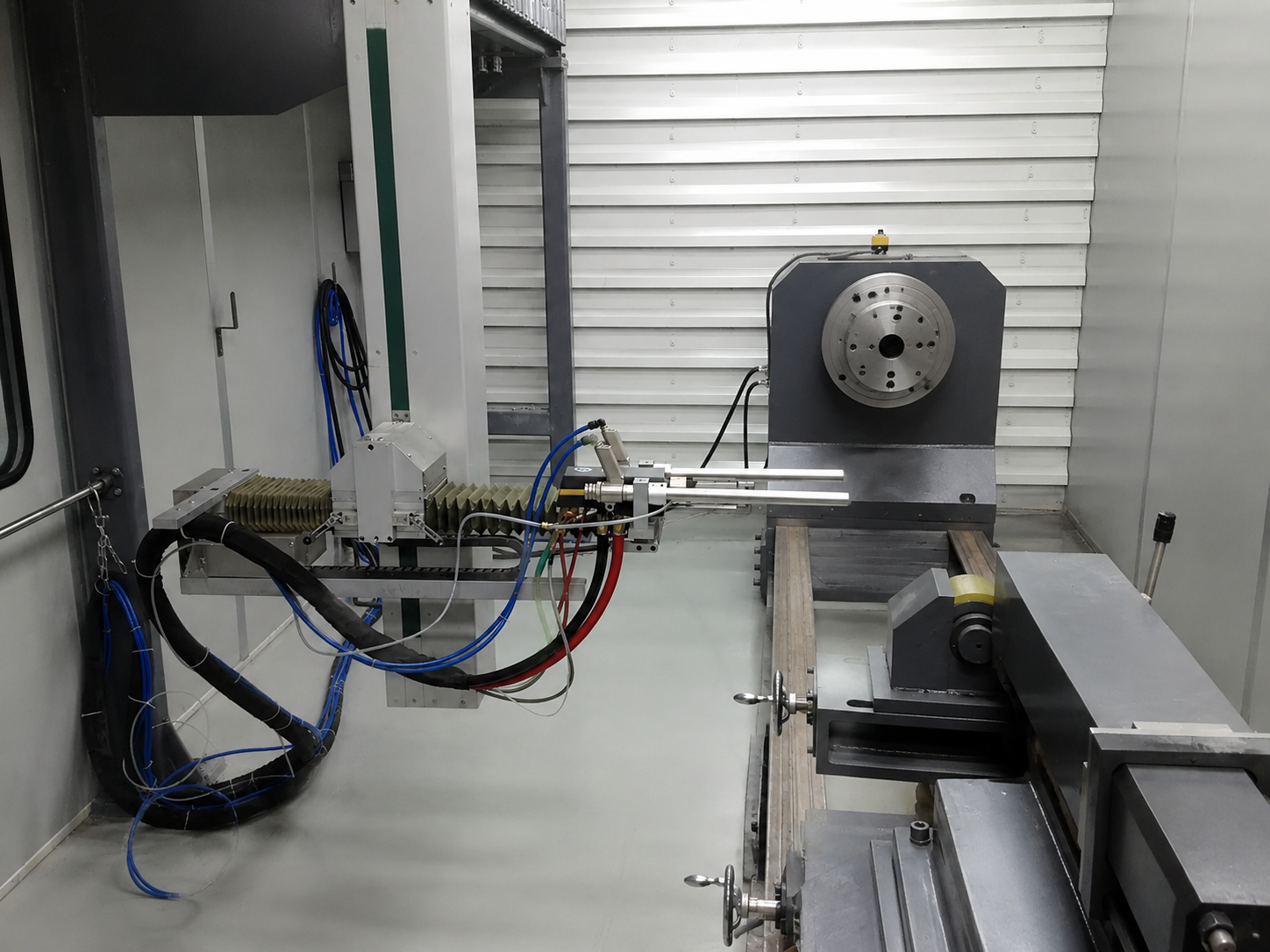
- Custom X-Y axis spray manipulator for long shafts and rollers
- Handling range up to approximately Ø1 m × 6 m for shaft-type components
- Grit blasting room and cleaning area for surface preparation
- APT 30HP air-cooled chiller supports JP8000 cooling performance

2 × JP8000 HVOF Spray Systems
Configured for tungsten carbide, chromium carbide and alloy coating applications on industrial components.
ABB Robot-Assisted Spraying
Supports stable spray path control and repeatable coating operation for selected parts and production coating work.
Custom X-Y Axis Spray Manipulator
Designed for controlled spraying of long shafts, rollers, sleeves and cylindrical workpieces.
Large Shaft Handling Range
Supports shaft-type components up to approximately Ø1 m × 6 m, subject to geometry, fixture and coating requirements.
Grit Blasting and Cleaning Support
Surface preparation areas support cleaning, blasting and pre-coating preparation before HVOF spraying.
Cooling, Inspection and Process Support
APT 30HP chiller cooling support, coating inspection and process review help improve coating stability.

Have a shaft, plunger or wear part for HVOF coating?
Send Drawings for Capability ReviewHVOF Coating Materials
HVOF coating materials are selected according to wear mode, corrosion exposure, operating temperature, coating thickness and final finishing requirement.
| Coating Material | Main Performance | Typical Parts | Typical Notes |
|---|---|---|---|
| WC-10Co-4Cr | Wear, corrosion and erosion resistance | Pump plungers, valve parts, pump shafts, sleeves | Common choice for harsh wear and corrosion conditions. |
| WC-12Co | Abrasion and sliding wear resistance | Rollers, shafts, journals, wear surfaces | Often selected for dry wear or sliding wear conditions. |
| Cr3C2-NiCr | High-temperature wear and oxidation resistance | Hot wear parts, sealing parts, process equipment | Suitable where operating temperature is higher than standard WC coatings. |
| Ni-Based Alloy | Corrosion and oxidation resistance | Chemical, energy and pump components | Used when corrosion or oxidation resistance is a key target. |
| Stainless Steel Alloy | Surface restoration and corrosion support | Worn shafts, bearing seats, repair parts | Can support restoration or corrosion-resistant buildup applications. |
Final material selection should be confirmed according to base material, service temperature, corrosion media, wear mode and finishing requirement.
Common Industrial Parts for HVOF Coating
APT provides HVOF coating service for industrial parts exposed to wear, corrosion, erosion and dimensional loss.
Shafts
Pump Plungers
Rollers
Sleeves
Valve Balls and Seats
Hydraulic Rods
Sealing Surfaces
Bearing Seats
Quality and Inspection Support for HVOF Coatings
Inspection scope can be confirmed before production according to coating function, customer specification and project requirements.
Coating Thickness Measurement
Verify coating buildup, machining allowance and dimensional requirements.
Hardness Testing
Check coating hardness for wear-resistant or functional coating performance.
Metallographic Inspection
Review coating structure, bonding condition, oxide level and visible porosity.
Porosity Review
Evaluate coating density and pore distribution according to project requirements.
Surface Roughness
Measure surface finish before or after grinding, polishing or sealing.
Final Inspection Report
Provide inspection records, photos and key coating data for project documentation.
Inspection methods and report scope should be confirmed before production coating.
HVOF vs Other Thermal Spray Processes
HVOF is selected for dense carbide and alloy coatings, while plasma spray, arc spray and D-Gun may be better for other coating goals.
| Item | HVOF | Plasma Spray | Arc Spray | D-Gun |
|---|---|---|---|---|
| Process Focus | Dense carbide and alloy coatings | Ceramic, oxide and thermal barrier coatings | Metallic wire coatings and repair buildup | Dense wear-resistant and ceramic coatings |
| Typical Feedstock | Powder | Powder | Conductive metal wires | Powder |
| Best Used For | Wear, corrosion, erosion and critical industrial parts | Ceramics, insulation, heat protection | Corrosion protection, large parts, repair | Precision wear parts and dense coating applications |
| Typical Materials | WC-Co-Cr, WC-Co, Cr3C2-NiCr, Ni alloys | Al2O3, Cr2O3, ZrO2, YSZ | Zinc, aluminum, Zn-Al, stainless steel | Carbide, alumina, dense ceramic coatings |
| Typical Decision Factor | Dense carbide coating for wear and corrosion conditions | Ceramic, insulation and thermal barrier coating | Large-area metallic coating and repair buildup | Dense coating for demanding wear surfaces |
Not sure whether HVOF is the best option? Send your drawing and working condition for application-based review.
Compare with APT EngineersWhat Information Helps Us Quote Your HVOF Coating Project?
To evaluate an HVOF coating project, APT needs to understand the component, working condition, coating target and finishing requirement.
If some details are not available, send the basic application information first. APT can help clarify the coating requirement.
HVOF Coating Service FAQ
Common questions about HVOF coating materials, thickness, grinding, inspection and process selection.
Have an HVOF coating project?
Send your drawing, base material, working condition and coating target. APT can help review coating material, thickness, finishing and inspection requirements.
What is HVOF coating used for?
HVOF coating is commonly used to protect industrial parts from wear, corrosion and erosion. It is often selected for shafts, pump plungers, rollers, valve parts, sleeves, sealing surfaces and other demanding wear surfaces.
What materials are suitable for HVOF coating?
Common HVOF coating materials include WC-Co-Cr, WC-Co, Cr3C2-NiCr, nickel-based alloys and selected stainless steel alloys. The material should be selected according to wear mode, corrosion media, operating temperature and finishing requirements.
Is HVOF suitable for tungsten carbide coating?
Yes. HVOF is widely used for tungsten carbide coatings such as WC-Co and WC-Co-Cr when dense wear-resistant coatings are required.
What coating thickness is typical for HVOF?
HVOF coating thickness depends on part geometry, coating material, service condition and final machining allowance. APT can recommend a practical coating buildup range after reviewing drawings and working conditions.
Can HVOF coatings be ground after spraying?
Yes. Many HVOF carbide coatings are finished by grinding or polishing when tight dimensions, sealing surfaces or controlled roughness are required.
Can HVOF coating restore worn parts?
Yes. HVOF coating can support dimensional restoration of worn shafts, sleeves, bearing seats and other industrial parts. Final machining or grinding may be required after coating.
How do I choose between HVOF and plasma spray?
HVOF is usually preferred for dense carbide coatings used in wear and corrosion service. Plasma spray is often selected for ceramic, oxide, thermal barrier and electrical insulation coatings.
What inspection items are usually included after HVOF coating?
Typical inspection items may include coating thickness, surface condition, hardness, roughness and metallographic review when required by the project. Inspection scope should be confirmed before production.
Send Your HVOF Coating Project to APT
Send your component drawing, base material, working condition, coating thickness and finishing requirements. APT can review whether HVOF coating is suitable and recommend a practical coating direction for wear, corrosion, erosion or dimensional restoration.