Thermal spray is one of surface process treatment, the purpose is to improve the corrosion resistance, wear resistance, electrical or thermal properties of the surface
What is thermal spray coating?
1.Thermal spray definition.
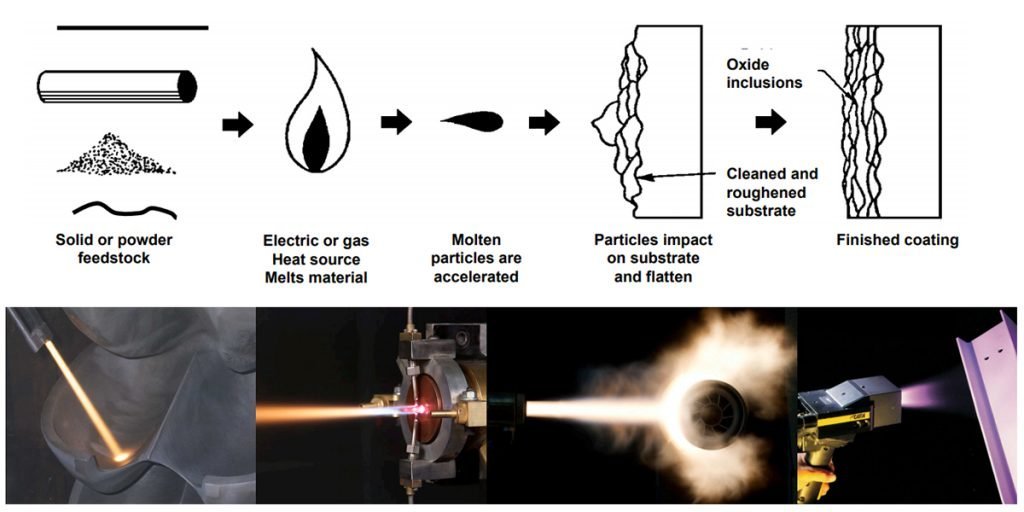
Thermal spraying technology is defined as: Thermal spraying techniques are coating processes in which melted (or heated) materials are sprayed onto a surface. The “feedstock” (coating precursor) is heated by electrical (plasma or arc) or chemical means (combustion flame).
APTcoaitng can make it easier to understand thermal spray process by: using a certain heat source to heat selected metal or non-metallic materials to melt or semi molten state, after atomization, acceleration, object surface pretreatment like oil-free cleaning sand blasting, surface collision, particle deformation, cooling and other processes, forming a specific coating layer , surface treatment process. Common thermal spray process including Air plasma process, HVOF process, Wire-arc process, D-gun process. Foshan Applied process Tech Co., Ltd thermal spray coating service provide all these process service for years. APT is your ideal partner of Surface strengthening treatment. Like anti-wearing coating, corrosion resistance coating,electric conduction, thermal barrier coating. You can call us or email APT for any question by 0086 0757 86480270 and info@APTcoating.com
APT has rich knowledge of thermal spraying technology. In this article, I will introduce the material classification, process classification and industrial application of thermal spraying coating.
2. Thermal spray coating material.
First of all, let’s talk something about the coating materials of the spraying process. The spraying material can be powder or wire.
We can understand or classify powders by their material composition. The types of powders that can be used for spraying are very wide, ranging from metals, to alloys, to carbides, polymers, oxide ceramics, etc.
2.1 Metal or alloy powder
Generally include aluminum based powder, copper based powder, cobalt based powder and nickel based powder. These metal or alloy powders have good performance in conductive, magnetic, thermal and corrosion resistant applications. These metal or alloy powders can be produced by HVOF or plasma process. For example, plasma spraying Al-Bronze alloy is a good bearing material, which has good fretting galling wear resistant at low temperature and good machining performance.
2.2 Carbide powder
mainly tungsten carbide and chromium carbide. Chromium carbide has the following excellent properties: Good corrosion, abrasion, particle erosion, fretting and cavitation resistance ;Good hot gas corrosion resistance ;Excellent for high temperature wear applications. For Tungsten carbide coating:Hard, dense coatings with good abrasion, erosion and sliding wear resistance. Low oxidation and corrosion resistance. Useful up to 480ºC (900ºF).Excellent low temperature wear properties. Tungsten carbide coating is also called cermet coating. Due to its excellent wear resistance, the ceramic scrapers produced by apt are coated with HVOF sprayed WC coating, which is several times of the service life of conventional scrapers. APT tissue paper making doctor blades,tips with thermal spray coating of tungsten carbide.
2.3 Ceramic powder
mainly alumina, zirconia, chromium oxide, titanium oxide and other ceramic materials. It is mainly used in plasma process. Zirconia ceramic powder has good thermal insulation performance and is a good raw material for TBC coating. The chromium oxide coating has high hardness, dense and wear resistance.Insoluble in acids, alkalis and alcohol, Useful up to 540ºC (1000ºF), Excellent engraving properties, Used for anilox rolls, pump seal areas, wear rings etc.
3.Thermal spray technical process
Although modern thermal spraying technology has undergone a series of improvements, such as vacuum plasma, low temperature thermal spraying, etc., in the industrial field, the most mature and widely used thermal spraying coating is: HVOF/HVAF, plasma, Wire-arc, D-gun.
HVOF is a process using kerosene or hydrogen fuel mixed with oxygen ,and using nitrogen as a carrier to feed the powdered form coating material through the gun.The fuel is adequately mixed with oxygen inside the gun, and ignited outside the gun.The coating material is surrounded by the ignited gas ,and being uniform heated and turning soften under the high temperature flame(approx. 2800°C) when it exit the gun ,and coating onto the sprayed surface under supersonic speed(400-800m/s).
The plasma spray process uses plasma (hot ionized gas) to melt the powder, and propel it onto the substrate through the expanding plasma gas. Nitrogen or argon serves as the primary plasma forming gas. A secondary gas of either hydrogen or helium increases the heat content and velocity of the plasma. The plasma-arc created between a coaxially aligned tungsten cathode and an orifice (nozzle) in a copper anode operates on direct current from a rectifier-type power supply. A central control unit regulates electric power, plasma gas flow and cooling water, and sequences these parameters to initiate the process with precision and reliability. The type of nozzle, arc current, ratio of the primary and secondary gases, and the gas flow rate control the heat content, temperature, and velocity of the plasma stream. Plasma systems provide controllable temperatures that exceed the melting range of any known substance.
This form of thermal spraying uses wire material as a feed stock. An electric arc is used to provide the heat source by utilizing two current carrying wires. As the wires are fed towards each other, the electric current short circuits between the wires creating a temperature of around 4,000°C. This temperature causes the tips of the wire to melt and once molten, compressed air or inert gas is used to atomize and accelerate the feed metal towards the substrate.
One of the advantages of this system is: two different wires can be used simultaneously to produce a pseudo alloy. Cored wires are also available producing coatings with unique properties.
The process is often used when applying to large areas, such as corrosion resistance on large components or for the building up of worn components.